

What is the Safety Valve? | Construction, Working & Types
Table of contents
- 1:- What is a Safety Valve?
- 2:- Mechanism of a Spring-Loaded Safety Valve
- 3. Pressure Safety Valve Woking Safety
- 4:- What is the 3 Percent Rule?
- 5:- Why do we need Two Safety Valves?
- 6:- Different Types of Safety Valves Used on Board Ships
- 7:- What is Easing Gear?
- 8:- Difference between Pressure Relief Valve and Safety Valve
- Frequently Asked Questions
1:- What is a Safety Valve?

A safety valve is a safety device that automatically releases excess pressure from a system when it exceeds a predetermined limit, preventing equipment damage and ensuring safe operation. The safety valve is widely used in boilers, pressure vessels, pipelines, and chemical processing industries to safeguard systems handling gases, liquids, or steam under pressure.
2:- Mechanism of a Spring-Loaded Safety Valve
A spring-loaded or direct-acting safety valve is commonly used for pressure ranges from approximately 1 to 1400 bar. The mechanism consists of several key components:
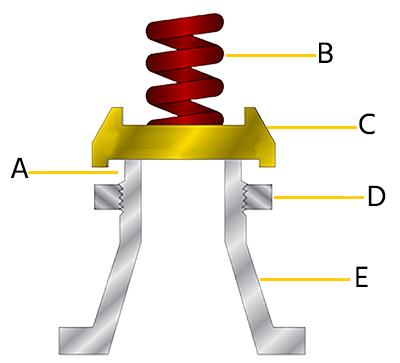
- Expansion Chamber (A): This chamber increases the surface area that the system’s working fluid pushes against, allowing the valve to open rapidly when the pressure threshold is exceeded.
- Spring (B): The stiffness of the spring determines the pressure at which the valve begins to open. When the system pressure exceeds the spring force, the valve opens.
- Disc (C): The disc sits on the nozzle and moves up and down to control the flow through the valve. When the pressure is high enough, the disc lifts, allowing the media to escape.
- Nozzle Ring (D): This ring affects the pressure at which the disc reseats. Adjusting the nozzle ring can ensure the valve reseats correctly after venting the excess pressure.
- Nozzle (E): The nozzle controls the surface area of the disc that the media interacts with before the valve opens. A larger surface area increases the force acting on the disc, causing it to open more quickly.
3. Pressure Safety Valve Woking Safety
The balance between the spring force and the input force from the system’s pressure controls the valve’s opening and closing. The input force is determined by the inlet pressure and the disc’s surface area.
According to Pascal’s Law Force= Pressure * Area
As the area of the disc increases, so does the force acting on it. Here’s a step-by-step explanation:
- Pressure Build-Up: As the system pressure increases, the force exerted on the disc also increases.
- Opening the Valve: When the pressure exceeds the spring’s force, the disc lifts off the nozzle, and the valve opens. The media now interacts with a larger surface area of the disc, rapidly increasing the force.
- Rapid Opening: This rapid increase in force causes the valve to open quickly to its maximum blow-off capacity, allowing excess pressure to be released efficiently.
- Reseating the Valve: Once the pressure drops back to a safe level, the spring force pushes the disc back onto the nozzle, closing the valve.
Note
Safety valves are designed differently for various media:
- Incompressible Media: Such as liquids.
- Compressible Media: Such as gases and vapors. These valves often open before the set pressure is reached and achieve at least 50% lift at the response pressure.
These valves are susceptible to back pressure, which can affect their safety and performance.
4:- What is the 3 Percent Rule?
For a system with two safety valves, the first valve should release pressure at the working limit plus 3 percent, and the second valve should be set slightly higher, ensuring both valves work together to maintain system safety and prevent overpressure conditions.
5:- Why do we need Two Safety Valves?
Two Safety valves are fitted on boilers as a precaution. Each safety valve is designed in such a way that even if the boiler is firing at full throttle still the safety valve opens and releases the excess pressure and if in case one of the safety valves falters the other safety valve will be there. The difference between both safety valves is 0.5 bar. Let’s consider the normal working pressure of the boiler is 12 bar and the valve is set at 16 bar but in case the first valve doesn’t lift then the other valve will automatically lift at 16.5 bar pressure of the boiler and release the extra pressure up to 8 bar or 9 bar then valve set back.
6:- Different Types of Safety Valves Used on Board Ships
6.1:- Improved High Lift Safety Valve
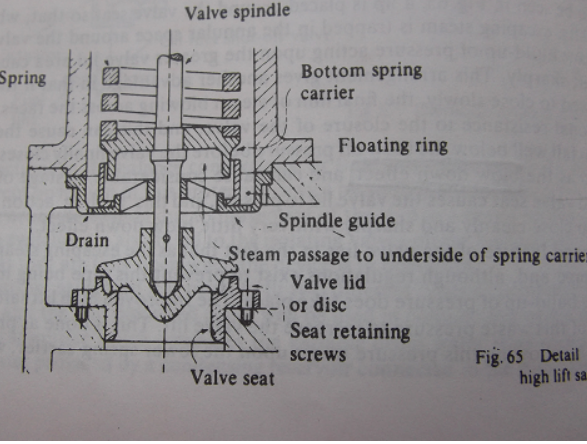
The improved high-lift safety valve enhances valve lift without increasing boiler pressure through two mechanisms:
- Specially Shaped Valve Seat: The unique design of the valve seat allows for increased lift.
- Lower Spring Carrier: Functions like a piston, using waste steam pressure to help compress the spring and increase the valve lift.
- Lift = D/12
This design ensures efficient pressure relief while maintaining boiler safety.
6.2:- Full Bore Safety Valve
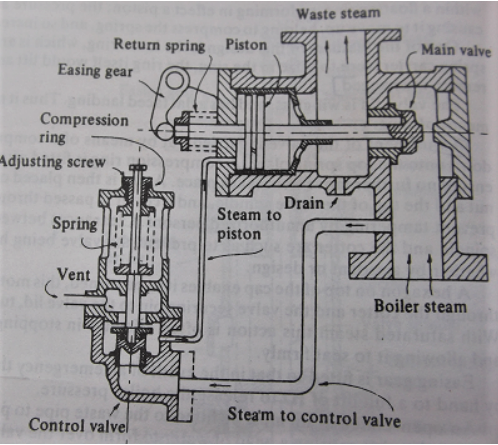
The full-bore safety valve features both main and pilot control valves that directly communicate with boiler pressure:
- Main Valve: Remains closed due to boiler pressure, which increases the closing load as pressure rises.
- Pilot Valve: Opens when boiler pressure rises, venting to the atmosphere, allowing steam pressure to act on the main valve piston, causing the main valve to open.
- Lift = D/4
This type of valve offers a discharge capacity four times greater than ordinary safety valves, making it highly effective for managing high-pressure situations.
6.3:- Full Lift Safety Valve
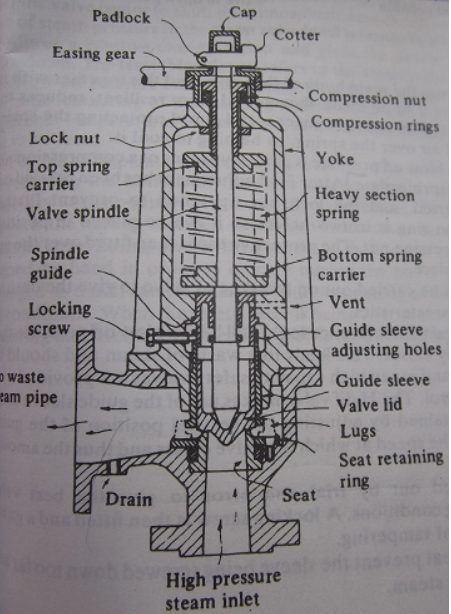
The full lift safety valve offers several advantages for efficient steam pressure management:
- Guide Sleeve Movement: Prevents waste steam pressure from acting on top of the valve.
- Atmospheric Vent: Maintains atmospheric pressure between the valve disc and spindle guide.
- Steam Deflection: When the valve fully enters the guide sleeve, some escaping steam is deflected downward, assisting in lifting the valve to its full open position.
- Nozzle Shaped Inlet: Ensures full flow conditions for escaping steam.
- Lift = D/5
This design maximizes the valve’s capacity to release steam quickly and efficiently, ensuring boiler safety under high-pressure conditions.
7:- What is Easing Gear?
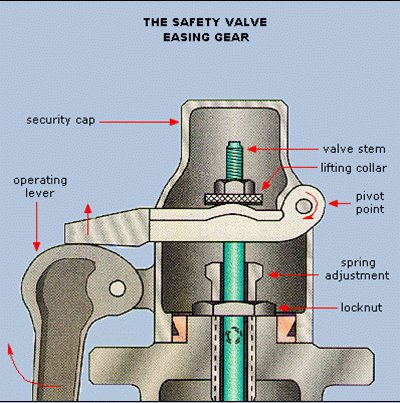
Easing gear is a manual safety mechanism installed on boilers, primarily used on ships, to operate safety valves manually. It is a crucial feature that ensures the safety valves can be tested regularly and manually operated in case they fail to open automatically during an over-pressurization event.
7.1 Why is Boiler Easing Gear Fitted?
Boiler easing gear serves two primary purposes:
- Manual Operation of Safety Valves: In case the safety valve fails to open automatically when the boiler is over-pressurized, the easing gear allows for manual intervention.
- Regular Testing: Easing gear enables regular testing of the safety valves to ensure their correct operation without having to over-pressurize the boiler.
7.2 Importance of Easing Gear
- Safety Compliance: As per SOLAS Chapter II-1 Regulation 32, steam boilers must have safety valves to prevent over-pressurization.
- Preventive Maintenance and Regular testing using easing gear.
- In emergency use where the safety valve fails to operate automatically, the easing gear provides a manual means to release pressure and prevent potential boiler explosions.
8:- Difference between Pressure Relief Valve and Safety Valve
| Feature | Pressure Valve | Safety Valve |
| Purpose | Controls pressure within a specific range to maintain system stability. | Releases excess pressure to prevent damage or hazards when pressure exceeds safe limits. |
| Function | Adjusts pressure continuously as needed. | It opens fully and rapidly when pressure reaches a critical point, then closes once pressure lowers. |
| Operation | Modulates pressure gradually. | Responds quickly to sudden pressure spikes. |
| Failure Mode | May fail to maintain precise pressure levels. | Can fail to open during over-pressurization events. |
| Maintenance | Requires periodic calibration and adjustments. | Needs regular testing but fewer adjustments once set. |
| Applications | Found in refrigeration, hydraulic systems, and gas pipelines. | Used in industrial settings like boilers and pressure vessels to prevent accidents. |
Frequently Asked Questions
Open yoke, spring loaded, semi nozzle, and full lift type.
It is around 6 to 7 % of the operating pressure of a particular line/vessel.
It is around 2 to 3%.
A cooling-off period of around 25-30 minutes should be given between every lift to get accurate results and to avoid damage to the valve.
The accumulation test is done on the boiler to limit the excessive pressure rising while the safety valve is open the test is carried out on a new boiler or new safety valves with full firing conditions with massive and feed water valves closed it is conducted as long as the water in drum permits generally 7 minutes for water tube boilers and 15 minutes for smoke tube boilers.
Disclaimer :- The opinions expressed in this article belong solely to the author and may not necessarily reflect those of Merchant Navy Decoded. We cannot guarantee the accuracy of the information provided and disclaim any responsibility for it. Data and visuals used are sourced from publicly available information and may not be authenticated by any regulatory body. Reviews and comments appearing on our blogs represent the opinions of individuals and do not necessarily reflect the views of Merchant Navy Decoded. We are not responsible for any loss or damage resulting from reliance on these reviews or comments.
Reproduction, copying, sharing, or use of the article or images in any form is strictly prohibited without prior permission from both the author and Merchant Navy Decoded.


Easily understand sir❤️
Thank you Madhu,
I hope you liked the blog, there are more blogs like this already uploaded and more blogs are going to be uploaded in this website.
Please check those too.
Team Merchant Navy Decoded
10 RECON VLV GLB:TREVI TEST SAFETY VALVES
1 BOILER DRUM TORSION BAR SAFETY VALVES X5 PER UNIT.